功率6KW、9KW、12KW、24KW
水泵功率0.37-1.5KW
尺寸918*450*820
出入口徑半寸
溫度控制范圍40-180度
重量450-100KG
廣東杰西科制冷設備有限公司,坐落在以“水墨,百里畫廊”**于世的廣東省市。是一家專注于生產冷水機組、低溫冷凍機組、螺桿式冷水機組,開放式冷水機組,冷熱兩用控溫機、熱泵、水塔、模溫機等設備的研發、生產銷售及工程服務為一體的現代化高科技綜合性企業
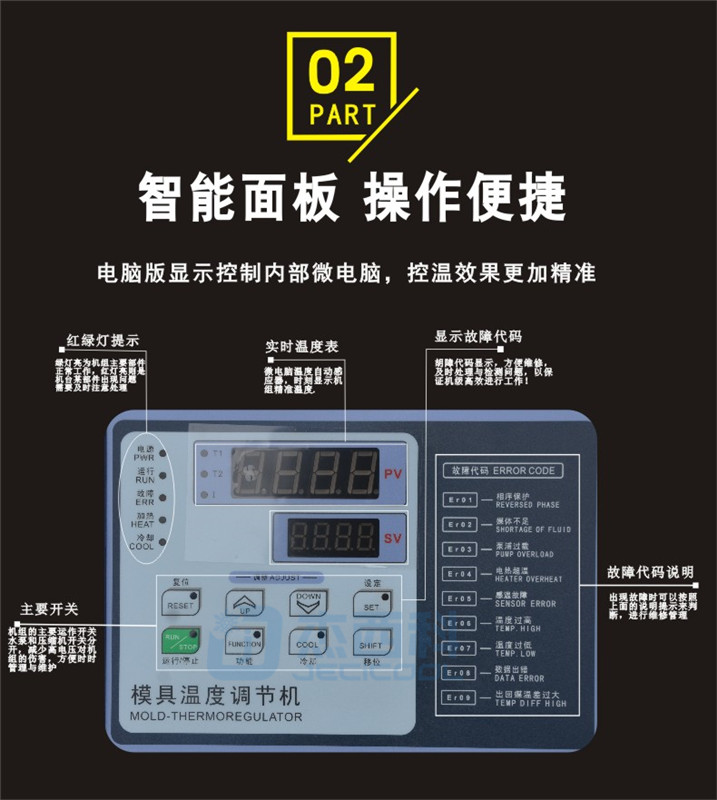
功能說明
普通水加熱系列功率為6KW-30KW溫度在30℃-120℃;
普通油加熱系列功率為6KW-72KW溫度在30℃-180℃;
高溫水加熱系列功率6KW-120KW溫度在120℃-160℃;
高溫油加熱系列功率18KW-120KW溫度在120℃-300℃。

機器簡介
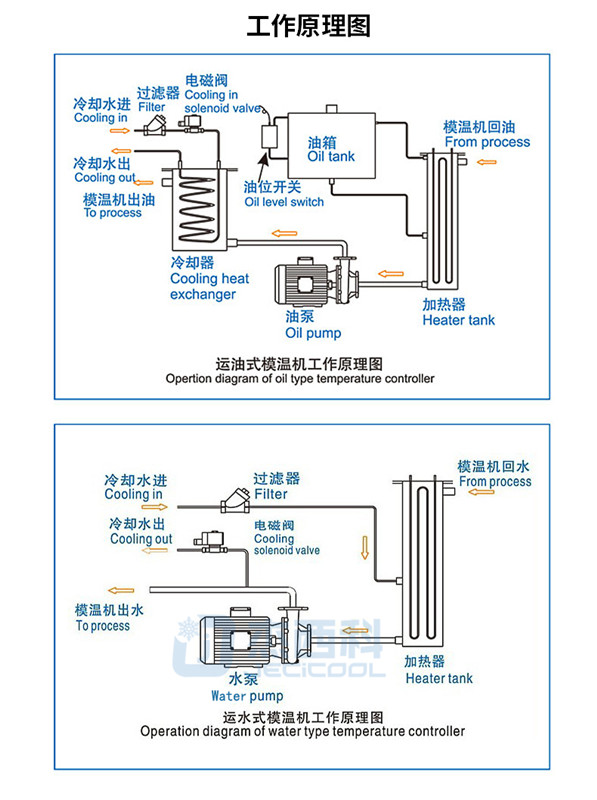
模溫機在塑膠行業的運用比較普遍,主要作用是:
1、提高產品的成型效率;
2、降低不良品的產生;
3、提高產品的外觀,抑制產品的缺陷;
4、加快生產進度,降低能耗,節約能源。
模溫機在壓鑄行業的運用也有很大的空間,特別是在鎂合金,鋁合金的制造中,不平均或不適當的模具溫度會導致鑄件尺寸不穩定,在生產過程中**出鑄件變形,產生熱壓力、黏模、表面凹陷、內縮孔及熱泡等缺陷。對生產周期也產生影響,如填充時間、冷卻時間及噴涂時間都產生不穩定的變數。模具的壽命也會因受到過冷過熱的沖擊而導致昂貴的鋼材產生熱裂,加速其老化。

廣東杰西科制冷設備有限公司生產的杰西科模具自動控溫機
模溫機水機組和模溫機水機組特點:
1. 采用P.I.D控溫,高度,恒溫時間長,效率高,節省能源。
2. 保護功能:開機自動排氣,自動降溫,熱電偶斷報警,電源缺相、異相保護,水泵保護,過熱保護,缺油保護。
3. 出水,回水溫度顯示。
4. 不銹鋼管路,耐腐蝕,防漏,壽命長。
5. 外形美觀,節省空間,操作直觀,簡易,維修維護方便。
應用行業
應用領域,石油及化學工業:聚合、縮合、蒸餾、熔融、脫水、強制保溫。
油脂工業:脂肪酸蒸餾、油脂分解、濃縮、酯化、真空臭等反應釜控溫,反應釜加熱。
合成纖維工業:聚合、熔融、紡絲、延伸、干燥。
紡織印染工作:熱定型輥筒加熱、烘房加熱、染色。
非織造工業:無紡布。
飼料工業:烘干。
塑料及橡膠工業:熱壓、壓延、擠壓、硫化成型。
造紙工業:干燥、波紋紙加工。
木材工業:多合板、纖維板加壓成型、層壓板加熱,熱壓板加熱,油壓機控溫,木材干燥。
建材工作:石膏板烘干、瀝青加熱、混凝土構件養護。
機械工業:噴漆、印花烘干。
食品工業:烘箱加熱,夾層鍋加熱。
空調工業:工業廠房及民用建筑采暖。
筑路工業:瀝青熔化、保溫。
制藥工業:烘干。
輕工業:生產油墨、洗衣粉。
化工輕工:聚合、縮合反應、蒸餾、精餾、濃縮、蒸發、熔融
石油化工:合成、反應、蒸餾、精餾、加熱、保溫、儲罐加熱、重油加熱
油脂:油脂分解、脫臭、脂肪酸蒸餾、加熱、加氫反應、酯化
塑料橡膠:熱壓、壓延、擠壓、硫化成型
皮革行業:人造皮革加工
紡織印染:熱定型、干燥、焙烘、蒸發、熔融
化纖纖維:聚合反應、熔融紡紗、織機加工、模壓、熱固、延伸、干燥
涂裝油漆:油漆烘烤、干燥、高溫固熔化、家電、車輛烘漆、涂裝
汽車飛機:涂裝烘漆、干燥、加熱成型、高溫粘結
木材加工:熱壓、干燥、木材加工及木制品(制材、家具)、人造板(中密度纖維板、
刨花板、膠合板、定向刨花板)人造纖維板、層壓板成型、木材干燥、木材烘干、
膠合板、刨花板、中密度板、適用燃料(砂光粉、木粉、樹皮、木塊)
林產工業:熱壓、干燥、人造板、中密度纖維板、刨花板、定向刨花板、麥秸板、膠合板\人造板飾面、木材加工、制材、實木地板、木材干燥、木制品、家具、實木地板 造紙印刷:波紋板加工、紙張加工、油墨生產加工、熱熔融、干燥
建筑建材:瀝青溶解、混凝土熟化罐、防水材料和油耗生產
水泥:燃料加熱 碳素工業:瀝青加熱、保溫、熔化、熔融、浸漬、混練、成型
公路交通:筑路機械、瀝青加熱、熔化、保溫 公路筑路:瀝青加熱、熔化、保溫
瀝青加熱:瀝青加溫、熔化
空調:暖氣熱源、采暖通風、輻射供暖
制藥工業: 醫藥
原子能工業:核燃料處理
金屬加工:酸洗、電鍍、涂裝、油浴、熱處理
電氣:樹脂浸漬、溶解、保溫
電鍍行業:鍍鋅、鍍鉻、鍍銀

計算冷卻液所需的容積流速,應使用以下的程序:
1.先計算栽一塑料/模具組合的所城要排走的熱量:若
以前述的PC杯模為例,則實際需要散去的熱量是:
一模件毛重(g)/冷卻時間(s)=208/12=17.333g/s
PC的散熱率是=368J/g或是368kJ/kg
所以每周期需要散去的熱量=368×17.33/1,000=6.377kW
2.再計算冷卻所需的容積流速:
按照上述的經驗法則若模腔表面的溫差是5℃時,流速=6.377×0.75=4.78gal/min或是=6.377×3.41=21.751/min 若模腔表現的溫差是1℃則流速=4.78×5=23.9gal/min或是=21.75×5=108.731/min
3.泵流速的規定
為了得到良好的散熱效果,泵的流速能力應較計算的結果少大10%,所以需使用27gal/min或是120/min的泵。
4.泵壓力的規定;
一般模溫控制器的操作壓力在2-5bar(29-72.5psi),由于在壓力不足的情況下會影響冷卻液的容積流速(流動的阻力產生壓力損失),所以泵的壓力愈高,流速愈穩定。
對于冷卻管道很細小的模具(例如管道直徑是6mm/0. 236in),泵的壓力便需要有10bar(145psi)才可提供足夠的散熱速度(即是冷卻液速度)。
大體上冷卻液的容積液速要求愈高,管道的直徑愈少則所需要的泵輸出壓力愈大。所以在一般應用模溫控制器的壓力應**過了3bar(43.5psi). B、加熱能力
圖4.8是典型的加熱計算表,提供了就模具重所需要的加熱量。圖4.8的計算用法下:
1.縱軸代表著模具的重量。
2.橫軸代表著模具升溫至所需溫度的熱量,單位是kW/hr。
3. 37℃-121℃的各溫度斜線提供了模具重量和模溫控制器的發熱能力在相應溫度下的關系。
例如我們可以從圖查知:
1.把重量500kg的模具升溫至50℃所 需的加熱能力是3.3kW/hr。
2.把重700kg的模具升溫至65℃所需的別熱能力是6.5kW/hr。
總的來說,加熱能力愈強,則所需的升溫時間,便相應地減少了(加熱能力雙倍,升溫時間減少)。往往就是因為模溫控制器的能力太低,引致模具不能達到佳的溫度狀態。欲想知道模溫控制器實際表現,我們可以比較它的實際的和計算的模具升溫時間。
堅持“以質量、信譽”的經營宗旨,致力于為客戶提供的產品和服務,與客戶共享資源,共創雙贏,全力為客戶創造較高的**。
在公司不斷的發展過程中,得到服務客戶的一致**,產品**國外20多個國家和地區,并在長期的合作中達成了戰略伙伴關系。
愿我們能成為您心中理想的合作伙伴!
http://www.lihuvalve.cc


















